2820*18螺旋鋼管這個焊藥系統(tǒng)由一個漏斗裝的焊藥通過一個管道輸送到要焊接的前面。因為焊絲可以連續(xù)送給;焊條,我們燒完一根焊條總得有一個焊條頭就給扔了�����,而且操作得停下來,換焊條然后再焊�。改成焊絲以后,用送焊絲的裝置和焊絲盤����,連續(xù)地送給焊絲,這種焊接方法是連續(xù)送進的焊絲����,在可熔化的顆粒狀的焊劑覆蓋下引燃電弧,使焊絲�����、母材和焊劑的一部分熔化和蒸發(fā)構成一個空腔�����,電弧是在空腔里面穩(wěn)定燃燒���,所以把它稱之為埋弧自動焊����。電弧是埋在空腔里邊的。 這種方法�����, 個優(yōu)點是完全實現了自動化�����;第二個優(yōu)點����,它是在埋弧底下進行焊接,所以它的熱交換和保護性能比較強����,焊接出來的質量比較高;第三個優(yōu)點����,由于埋弧自動焊中電弧埋在焊藥底下,所以它可以采用大電流�,焊接效率比較高����, 我們 正在進行的西氣東輸管道工程�����,管道是一種高強鋼����,這種管道在工廠里邊先預制成一段�,然后再拿到工地上,在野外焊接�����,這種管道在工廠制作的焊接的工藝就是采用埋弧焊���,現在埋弧焊已經發(fā)展成為�����,有雙絲埋弧焊�,還有多絲埋弧焊�,效率更進一步提高���。
排水螺旋焊管采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送�����。采用外控或內控輥式成型�。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑��,錯邊量和焊縫間隙都得到嚴格的控制��。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接�����,從而獲得穩(wěn)定的焊接規(guī)范�����。焊完的焊縫均經過在線連續(xù)超聲波自動傷儀檢查����,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷��,自動報警并噴涂標記,生產工人依此隨時調?整工藝參數�����,及時消除缺陷�。2月份因春節(jié)因素依然存在,下游需求啟動緩慢����,市場供給壓力加大,市場雖有較強拉漲意愿�����,但動力不足�����;預計2月份國內鋼鐵市場將呈現高位震蕩態(tài)勢�。

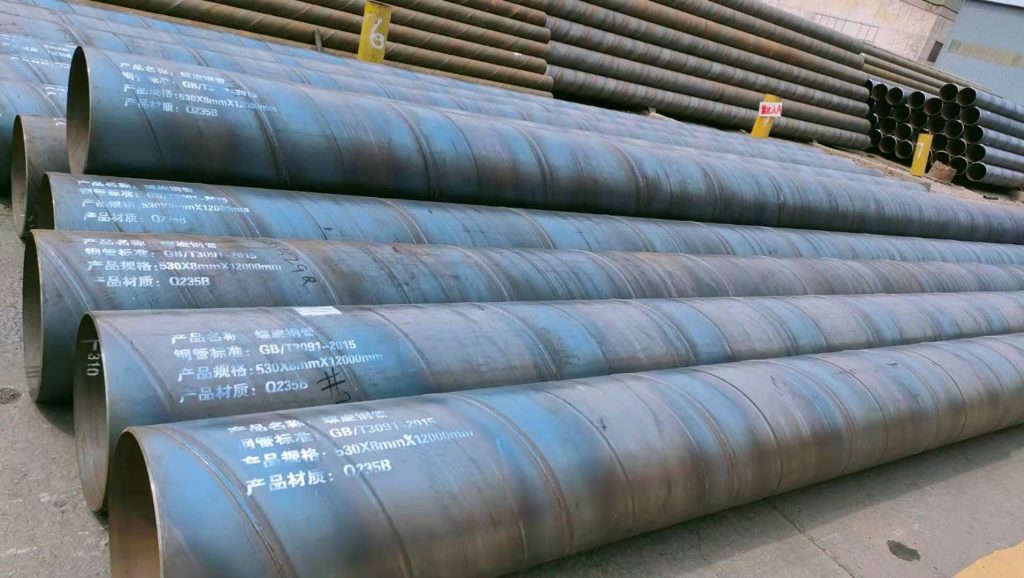
在埋弧焊接中�,焊道內可產生熱裂紋,特別是在起弧和熄弧弧坑處容易發(fā)生裂紋��。為消除這種裂紋���,通常在起弧和熄弧處裝有墊板�����,并在板卷對焊接結束時����,可將螺旋焊管逆轉而將焊進疊焊。熱裂紋在焊縫應力很大的時候���,或者焊縫金屬內的si很高的時候 容易產生��。 焊渣的卷入�。卷入焊渣就是在焊縫金屬中殘存一部分焊渣�����。 焊透度不佳����。內外焊縫金屬重疊度不夠,有時未焊透�。這種情況叫做焊透度不足。 咬邊。咬邊是沿著焊縫中心線在焊縫邊部出現V形溝槽�。咬邊是在焊速、電流��、電壓等條件不適當的情況下產生的�����。其中焊接速度太高要比電流不適合更容易引起咬邊缺陷�。螺旋焊管用于油氣輸送、管樁���、橋墩等��。焊接鋼管比無縫鋼管成本低�����、生產效率高。直縫焊管生產工藝簡單�����,生產效率高���,成本低�����,發(fā)展較快���。螺旋焊管的強度一般比直縫焊管高�����,能用較窄的坯料生產管徑較大的焊管�����,還可以用同樣寬度的坯料生產管徑不同的焊管�����。
頁面版權備注
本文版權歸 盛泰鋼管 所有�����;本文共被查閱 962 次��。
當前頁面鏈接:http://023yun.cn/2794.html
未經授權�����,禁止任何站點鏡像����、采集、或復制本站內容�,違者通過法律途徑維權到底!























